欢迎访问我们站点,为您提供精密注塑出口模具一站式设计服务!
咨询热线:
欢迎访问我们站点,为您提供精密注塑出口模具一站式设计服务!

保证塑料高温融化后在充模过程中模腔的气体完全排出,以让塑料熔体顺利充满整个型腔,防止塑料产品产生气泡、空洞、疏松等缺陷。
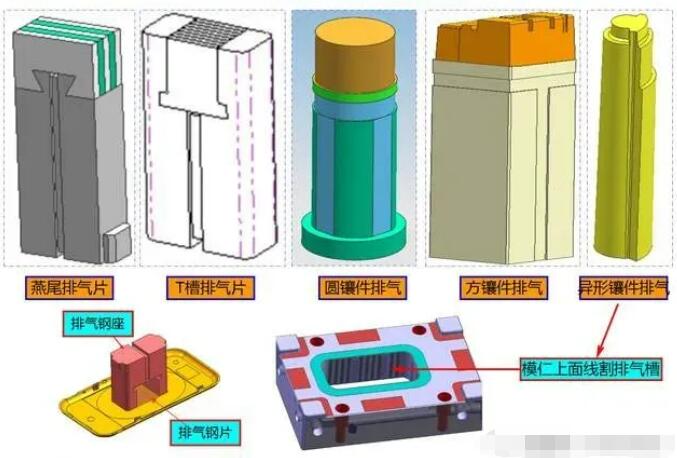
排气系统设计要点:
A.排气系统应保证迅速、有序、通畅,排气速度应与注射相适应。
B.排气槽应设在塑料流动的末端位置。
C.排气槽应优先设在主分型面的前模一侧,以便于加工和修正,在出现排气飞边时,凝料也较易脱模和去除。
D.排气槽应尽量设在塑料产品较厚的成型部位。
E.排气槽应设在便于清模的位置,以防止积存冷料。
F.排气槽的排气方向应经量避开操作侧,以防注射时高温熔料飞溅而伤害到操作人员。
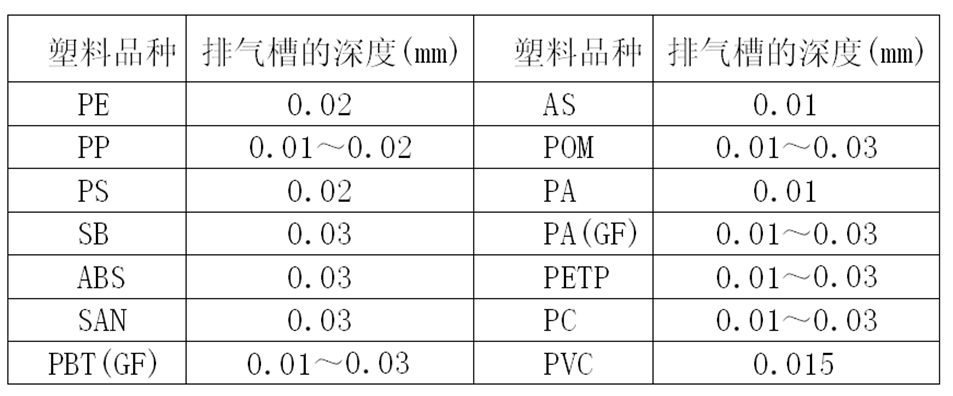
下表为常用塑料的排气槽深度数据: